ГЛАВА 2. ИНСТРУМЕНТ ДЛЯ РЕМОНТА ОБУВИ
РУЧНОЙ ИНСТРУМЕНТ
Режущий инструмент
Ножи. Ножи применяют для раскроя и обработки обувных материалов и полуфабрикатов
из них. Различают ножи, предназначенные для раскроя кож для верха обуви и подкладки,
для раскроя и обработки деталей низа обуви, для обработки деревянных каблуков.
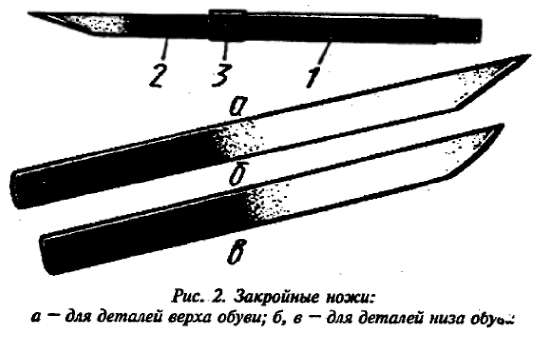
Для ручного раскроя верхних и подкладочных кож применяют закройный нож, представляющий
собой ножевое полотно 2 (рис. 2, а) шириной 18 мм, длиной 225 мм и ручку lt
закрепленную на полотне винтом 3. Ножи изготовляют из стали Р9Ф5.
Ножи сапожные длиной 300 мм, и шириной 25 мм с клиновидным острием (рис. 2,
б) предназначены для раскроя и обработки деталей низа обуви, ножи сапожные с
криволинейным острием {рис. 2, в) пред-. назначены для обработки деревянных
каблуков. Режущая кромка ножей должна быть остро заточена.
Кроме описанных универсальных ножей применяют специальные ножи (рис, 3), снабженные
предохранителем для защиты обуви от случайных порезов.
Нож для срезания края ранта (рис. 3, а) применяют для спускания края ранта,
прикрепленного к обуви. Ножевое полотно имеет толщину 1,5 мм, ши-
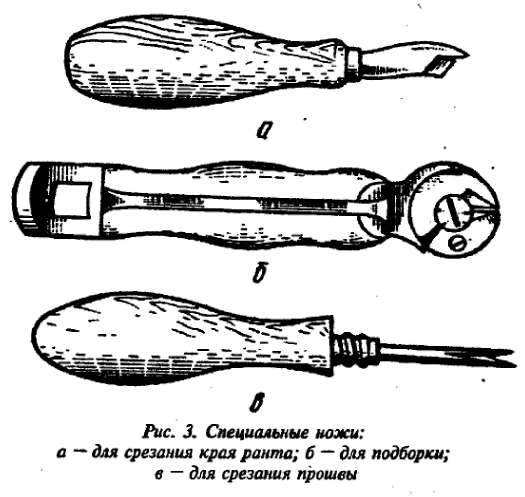

рину 8-10 мм и заточено таким образом, что образуется уступ, предохраняющий
при работе обувь от царапин и подрезов. Полотно ножа изготовляют из стали Р9Ф5.
Рабочую часть полотна подвергают термообработке.
Нож для подборки (рис. 3, б) используют для срезания по толщине, опускания кожаного
ранта, обводки и кранца. Удобен при работе стоя. Для устранения порезов и царапин
верха обуви этот нож имеет передвижной упор — предохранительную пластинку, укрепленную
винтом- Меняя положение пластинки, можно регулировать глубину резания.
Нож для срезания прошвы (рис. 3, в) используют для срезания прошвы заподлицо
с поверхностью голенищ. Нерабочая часть ножа закрепляется в деревянной ручке.
Шилъя. Для скрепления деталей обуви капроновыми или льняными нитками, деревянными
шпильками предварительно делают проколы шильями. В образующиеся отверстия протягивают
льняные или капроновые нитки посредством иглы или щетинки, либо забивают деревянные
шпильки. Различают шилья прямые и кривые.
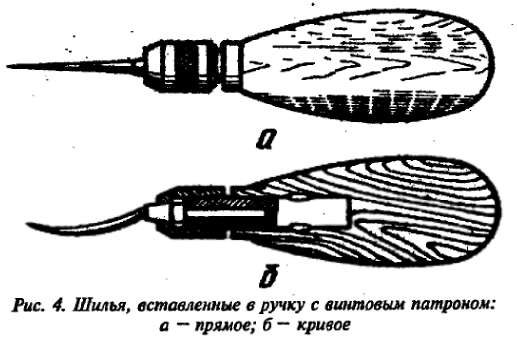
Прямые шилья (рис Л }а) представляют собой металлический стержень. Рабочая часть
стержня имеет круглое или ромбовидное сечение, нерабочая вставляется в деревянную
ручку. Прямые шилья бывают трех размеров по длине: 45,75 и 100 мм.
Для установления длины шила на него нанизывают кусочки подошвенвой кожи, которые
ограничивают глубину прокола. Толщину шильев подбирают на ОД—0,2 мм меньше толщины
деревянных шпилек. Шилья выпускают диаметром 2, 2,5 и 3 лш. При необходимости
шилья подтачивают.
Кривые шилья (рис. 4, б) применяют для скрепления деталей обуви льняными или
капроновыми нитками Кривые шилья выпускают пяти размеров. Различают следующие
кривые шилья; тачальное — небольшое шило для прикрепления деталей верха обуви
при выполнении ручных швов; стелечное - для вшивания ранта, пришивания затяжной
кромки к стельке (кривизна стелечного шила равномерная на всем его протяжении);
шило-крючок - для пришивания подошв к ранту (оно отличается большой кривизной
у острия и малой кривизной в остальной части). Заточка острия шила-крючка может
быть продольной или поперечной по отношению к направлению шва. Ручки для шильев
изготовляют из бука 1 сорта. Ручка должна быть насажена на цангу плотно без
перекоса и люфта. Ручка после сборки с цангой не должна иметь трещин, сколов
и царапин и должна быть покрыта лаком Н Ц-222.
К шильям предъявляют следующие технические требования: материалом для изготовления
шильев служит сталь У8А, шилья закаливают с отпуском, в рабочей части затачивают
и шлифуют, при прокалывании подошвенной кожи шилья не должны ломаться или получать
остаточную деформацию.
Рашпили. Для изготовления обуви применяют рашпили двух видов: кривые и прямые.
Кривые рашпили предназначены для внутренней отделки обуви (опиливание концов
шпилек и гвоздей), а прямые-~для наружной отделки подошвы и каблука. Рашпили
изготовляют из углеродистой стали с цементацией и термообработкой рабочих поверхностей.
Рабочей частью рашпиля является насечка в виде пирамидок (зубцов). Обувной рашпиль
имеет на 10 мм длины 4—6 зубцов, на 10 мм ширины 3-4 зубца*
Кривые шилья (рис. 4, б) применяют для скрепления деталей обуви льняными или
капроновыми нитками Кривые шилья выпускают пяти размеров. Различают следующие
кривые шилья; тачальное — небольшое шило для прикрепления деталей верха обуви
при выполнении ручных швов; стелечное - для вшивания ранта, пришивания затяжной
кромки к стельке (кривизна стелечного шила равномерная на всем его протяжении);
шило-крючок - для пришивания подошв к ранту (оно отличается большой кривизной
у острия и малой кривизной в остальной части). Заточка острия шила-крючка может
быть продольной или поперечной по отношению к направлению шва. Ручки для шильев
изготовляют из бука 1 сорта. Ручка должна быть насажена на цангу плотно без
перекоса и люфта. Ручка после сборки с цангой не должна иметь трещин, сколов
и царапин и должна быть покрыта лаком Н Ц-222.
К шильям предъявляют следующие технические требования: материалом для изготовления
шильев служит сталь У8А, шилья закаливают с отпуском, в рабочей части затачивают
и шлифуют, при прокалывании подошвенной кожи шилья не должны ломаться или получать
остаточную деформацию.
Рашпили. Для изготовления обуви применяют рашпили двух видов: кривые и прямые.
Кривые рашпили предназначены для внутренней отделки обуви (опиливание концов
шпилек и гвоздей), а прямые-~для наружной отделки подошвы и каблука. Рашпили
изготовляют из углеродистой стали с цементацией и термообработкой рабочих поверхностей.
Рабочей частью рашпиля является насечка в виде пирамидок (зубцов). Обувной рашпиль
имеет на 10 мм длины 4—6 зубцов, на 10 мм ширины 3-4 зубца*
Зубцы рашпиля в направлении его длины должны перекрывать друг друга- Длина кривого
рашпиля 375 мм, прямого 220 мм, ширина кривого рашпиля 25мм, а прямого 22 мм.
Твердость и остроту зубцов рашпиля проверяют путем пробного опиливания контрольной
пластинки из углеродистой стали, имеющей твердость ИКС 35.
Напильники. При изготовлении обуви применяют напильники плоские (для спиливания
шпилек с поверхности подошвы и набойки) и треугольные (для заточки инструмента),
Инструмент для вытягивания и околачивания
деталей обуви
Для захватывания и натягивания края заготовки на колодку в процессе обтяжки
и затяжки обуви используют затяжные -клещи (затяжки). Существуют
клещи двух типов: обыкновенные затяжные (рис. 5, а) и затяжные с молотком (рис
5, б).
Молоток у второго типа затяжных клещей служит одновременно упором и приспособлением
для забивания гвоздей или текса. При наличии такого упора облегчается затяжка
плотных материалов.
К затяжным клещам предъявляются следующие технические требования: материалом
для их изготовления служит конструкционная сталь; губки клещей и молотков термически
обрабатываются; клещи не должны иметь острых ребер на рабочих частях; рабочие
концы губок должны быть слегка закруглены. Вращение клещей должно быть легким,
без шатаний и перекашивания. При сжимании ручек губки должны плотно сходиться.
Рабочую часть клещей полируют, а остальную поверхность оксидируют.
Клещи-острогубцы или кусачки, предназначены для откусывания верхней части гвоздей
заподлицо с поверхностью стельки или подошвы (рис. 5, в). Материалом для изготовления
клещей-острогубцев служит инструментальная или конструкционная сталь с цементацией.
Рабочую часть клещей подвергают термообработке. Режущие кромки губок должны
быть прямолинейны, остро заточены под углом 55—60" и находиться в одной
плоскости, не иметь закруглений и выкрошенных мест. Все части клещей-острогубцев,
за исключением губок, оксидируют.
Клещи обыкновенные с тупыми губками предназначены для удаления гвоздей.
При изготовлении обуви применяют жолотки трех типов. Заготовочный молоток (рис.
6, а) предназ-начен для выполнения ручных операций при изготовлении заготовок
(загибке края, разглаживании швов, сколачивании мест соединения деталей). Масса
молотка 200 г. Изготавливается из конструкционной стали. Боек и рабочая часть
хвостовика закаливаются и полируются.
Сапожный молоток (рис 6, б) используют при сборке обуви (затяжка, сколачивание,
забивание шиилек и гвоздей). Боек молотка имеет выпуклую поверхность, хвостовая
часть удлинена и несколько изогнута. Масса молотка 350 г. Плиточный молоток
(рис. 6, в) предназначен для уплотнения (выколачивания) кожаных
деталей низа обуви — подошв, стелек, задников и т. д. Каждый
конец рабочей части молотка имеет боек. Масса молотка 300 г. При выколачивании
кожи в комплекте с плиточным молотком применяется стальная прямоугольная плитка
размером 180x130x30 мм. Ее рабочая сторона представляет собой строганую или
фрезерованную плоскость.
К молоткам предъявляют следующие технические требования. Материалом для изготовления
молотков служит конструкционная сталь, боек и рабочая часть хвостовика молотка
закаливаются и полируются. Молотки должны быть тщательно отшлифованы и неиметь
пороков на бойке и хвостовике. На нерабочей части допустимы раковины глубиной
до 0,75 мм. Па молотках не должно быть заусенцев и острых ребер.
Ручки молотков изготовляют из древесины (желательно твердых пород, например
бука). Древесина должна быть прямолинейной, без сучьев, трещин, признаков гниения
и разрушения. Насадка молотка на ручку должна быть плотная
Полировочный инструмент. При обработке обуви применяют отводки, колесики, токмачи,
урезники, кантики (рис.7).
Отводки (рис 7, а) применяют при изготовлении сапог для отделки линии строчек
прошв при тачном шве, строчек задника и граней фронта каблука. Рабочей частью
отводки является желобок с двумя тупыми ребрами, оставляющими след в виде параллельных
бороздок или жилок. Кроме того, имеются отводки геленочная (для горячего полирования
уреза геленочной части кожаных подошв) и крокульная (для горячего полирования
уреза крокульной части кожаных подошв женской обуви). Отводки состоят из металлического
стержня, деревянной ручки и колпачка.
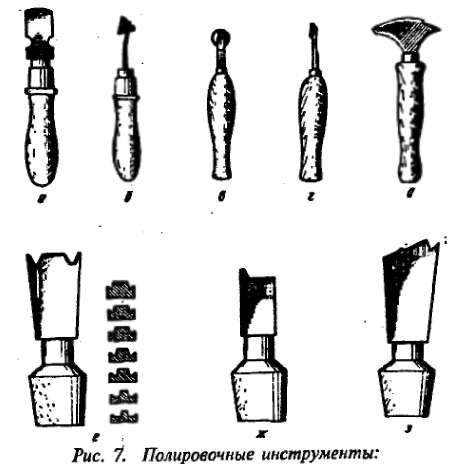
д_ отводка; 6 —рантовое колесико; В — колесико для нанесения рисунка
на подошее; г - пяточное колесико; д - токмач, е - урезник и его профили; ж
— пяточный урезник; з — кантик
При работе рабочая поверхность отводок нагревается
на электроплитке.
Колесики-накатпики применяют для обработки обуви. Операция по обработке выполняется
нагретым вращающимся колесиком. Накатники выпускают нескольких типов, отличающихся
диаметром, шириной колесика и числом зубьев. Колесико, или накатник, изготовляют
из конструкционной стали и подвергают термообработке.
Рантовое колесико, или накатник для ранта, (рис- 7, б) предназначено для накатывания
гребневой дрроэкки на верхнюю поверхность прищитого ранта. Оно может иметь 15,
20 или 25 зубьев и подбирается в зависимости от частоты шва и желаемого рисунка.
Колесико для нанесения рисунка на подошве имеет гравированную поверхность и
предназначено для нанесения декоративного рисунка на ходовую поверхность подошвы.
Ее используют преимущественно для заделки закрытой порезки.
Пяточное колесико (рис. 7, г) применяют для накатывания декоративной линии вокруг
каблука, преимущественно для мужской обуви.
Токмачи (рис. 7, д) предназначены для горячего полирования ходовой и боковой
поверхностей кожаных деталей низа и разглаживания складок на кожаных деталях
верха обуви, подкладки и обтяжках. Ток-мачи состоят из утюжка, деревянной ручки
и колпачка. Утюжок изготовляют из чугуна КЧЗО-6-Ф.
Урезник или ручной фумелъ (рис 7, е) предназначен для отделки кожаных подошв
и набоек с целью уплотнения уреза, закрепления его,профиля и придания урезу
гладкой глянцевитой поверхности- Рабочая часть урезника состоит из полируюодей
полки» малой бородки и канавок. Урезники выпускают нескольких типов в зависимости
от ширины полки и толщины обрабатываемых подошв и набоек. Урезник изготовляют
из малоуглеродистой стали. ХЪбочую поверхность урезника полируют, каждый урезник
имеет две полки различной ширины.
Пяточный урезник (рис. 7, ж) с одной бородкой предназначен для полирования пяточной
части подошвенного уреза.
Кантик (рис 7, г) предназначен для полирования уреаа гелекочной части подошвы.
Его конструкция такая же, как у урезника, но профиль более округленный и без
канавок.
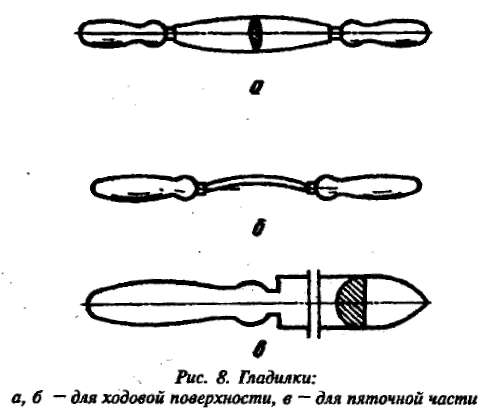
Гладилки (рис. 8) предназначены для горячего полирования ходовой
поверхности кожаной подошвы (рис* 8, а, 6) и пяточной части обуви (рис 8, в),
Гладилка представляет собой металлический стержень, изготовленный из стали,
с двумя ручками по концам или с одной ручкой. Гладилка может быть также изготовлена
из древесины твердых пород.
Полировочный инструмент применяют обычно в нагретом состоянии. При его изготовлении
должны быть учтены следующие технические требования: материалом для рабочей
части гладилки является малоуглеродистая сталь; поверхность рабочей части гладилки
полируется. Металлическую часть гладилки вставляют в ручку плотно. Г*учку изготовляют
из древесины бука или граба. Древесина должна быть прямослойной, без сучков»
трещин и гнили, влажность 8 ± 2 %. 1*учку покрывают олифой.
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Заточку ножей Производят на вращающемся круглом точильном камне или вручную
на бруске.
После использования бруски следует вытереть мокрой тряпкой, засалившиеся бруски
очищают, промывая бензином. Изношенный брусок с неровной поверхностью может
быть восстановлен путем ручного шлифования на вращающемся металлическом круге,
на поверхность которого нанесен наждак» смоченный водой.
После Заточки лезвие инструмента подвергается правке, при этом снимают зазубрины
— следы зерен точильного камня.
Для правки лезвий различных ножей применяют стальку с полированной поверхностью
из чугуна СЧ24-44. Сталька имеет длину 250 мм с диаметром в широком месте 21
мм, в середине 15 мм и узком месте 6 мм.
Крючок представляет собой проволочный стержень» один конец которого загнут под
углом 85° и образует крючок длиной 35 мм, другой конец стержня заканчивается
овальным кольцом-рукояткой. Крючок изготовляют из малоуглеро диетой стали. Он
служит для освобождения клина и облегчения вытаскивания колодок из обуви.
Гвоздевытаскивателъ предназначен для удаления гвоздей и тексов.
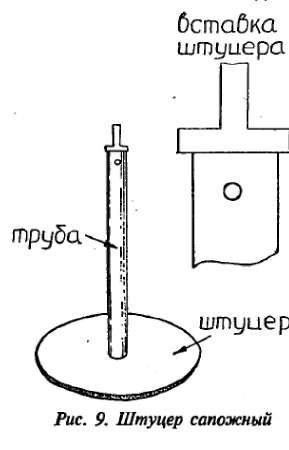
Штуцер сапожный —один из основных элементов оборудования обувной мастерской.
Обычно представляет собой стальную трубку, глухо приваренную к массивному бснованию.
Б трубку сверху {на болте или шпильке) устанавливается металлический штуцер,
непосредственно вставляемый в обувную колодку. Штуцер должен плотно входить
в обувную колодку для отсутствия металлического лязга при околачивании, а также
для более долгой службы колодок.
К ручным инструментам предъявляются следующие общие требования:
> металлические поверхности деталей инструментов не должны иметь трещин»
расслоений и заусенцев;
> нерабочие кромки должны быть притуплены, металлические покрытия по внешнему
виду должны отвечать требованиям стандарта и быть прочно сцеплены с основным
материалом без шелушения, сколов, вздутий, растрескиваний и выдерживать испытания
на прочность сцепления, детали из пластмассы не должны иметь острых кромок,
заусенцев, трещин и других дефектов, снижающих их прочность; "
> ручки к инструменту должны быть изготовлены из древесины твердых лиственных
пород. Древесина должна быть без трещин, гнилья и червоточин;
> рабочие части ножей должны иметь твердость не менее HRC S8...62, а для
просечек и крючков HRC 52„56*
> режущая кромка инструмента должна быть остро заточена. Выкрашивание на
режущих кромках не допускается. Влажность деталей
из древесины должна быть 3 ± 2%,
ОБОРУДОВАНИЕ МАСТЕРСКОЙ
Как уже было отмечено в первой главе, оборудование мастерской во многом зависит
от ее размеров, числа работников, наличия станков и автоматов, а также от материальной
возможности закупить или изготовить необходимую мебель.
Однако все же необходимо осветить некоторые моменты.
Табурет сапожный. Из-за сидячего характера работы сапожника (сборщика) необходимо
обеспечить комфортное сиденье- Таковым служит табурет сапожный, обычно изготавливаемый
на заказ с учетом анатомических особенностей работника.
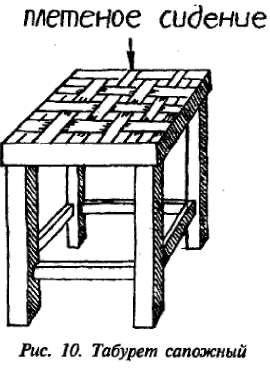
Табурет состоит
из деревянного каркаса, изготовляемого из деревянных брусковых желательно твердых
пород (во избежание заноз). Собирается конструкция на гвоздях или, что лучше,
на шурупах. Для жесткости углы табурета крепятся через металлический угольник.
Материал для ремней сиденья, их ширину определяет за- казчик. Обычно они изготавливаются
из чепрачной кожи или брезента. Шляпки гвоздей должны быть опилены и утоплены,
для того, чтобы избежать порчи одежды.
Также для сиденья можно использовать цельный кусок чепрачной кожи с отверстиями
для вентиляции. Со временем кожа принимает естественную форму.
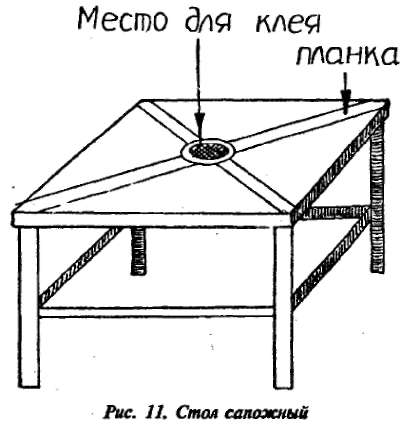
Стол сапожный. Для изготовления стола можно использовать древесину хвойных или
лиственных пород. Обязательная окраска в дальнейшем позволит легче счищать остатки
клея и краски. Набитые, как на рисунке, рейки (бортики) позволяют использовать
стол несколькими мастерами или же эффективнее организовывать хранение инструментов
и материала. Площадка в центре стола (обычно приподнятая) ис-пользуется для
емкостей с клеем, растворителем и красителями»
Стеллаж для колодок. Изготавливается. в соответствии с объемом производства.
Изготавливается полностью из высокосортного древесного материала или на основе
стальной сварной конструкции из уголка. К верхней планке привариваются ушки,
через которые Стеллаж крепится к стене для устойчивости.
СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ
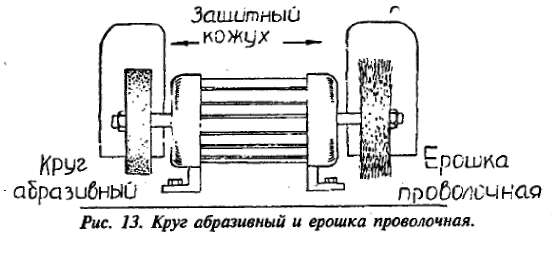
Круг абразивный и ерошка проволочная. Необходимым оборудованием
в мастерской является абразивный круг, который состоит из цельного деревянного
барабана диаметра 150-200 мм с закрепленной на его поверхности крупнозернистой
наждачной бумагой, или же абразивного круга такого же диаметра с крупным зерном.
Абразивный круг также используется для заточки режущего инструмента.
Брошка проволочная служит для взъерошивания склеиваемой поверхности (кожи, резины,
кожволона). Ерошка изготавливается из жесткой стальной проволоки.
Электродвигатель, используемый для абразивного круга и ерошки от 500, Вт до
1 кВт. Это должен быть асинхронный двигатель с двумя валами. Обязательно снабжается
защитным кожухом и вентиляцией. Снизу закрепляется емкость для пыли и отходов.
Пресс для приклеивания подошв. Прессы различаются по конструкции
в соответствии с объемами работ и наличием средств. Основное их назначение —
обеспечить плотный контакт между промазанным следом и подошвой для образования
плотной клеевой пленки. На рис . 14 показан ручной винтовой пресс.
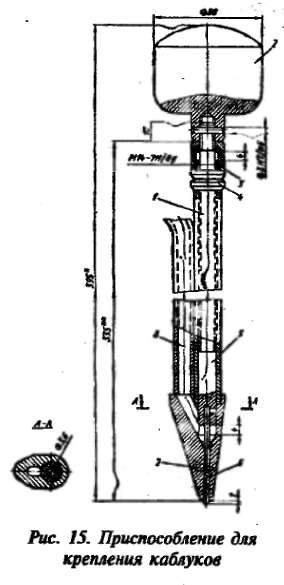
Приспособление для крепления каблуков. Оно состоит из двух конструктивных
самостоятельных частей. Первая часть предназначена для забивания гвоздей, вторая
является упором для фиксации каблука.
Для увеличения выхода молоточка гайку навинчивают на трубку, для уменьшения
— отвинчивают.
Приспособление для забивания гвоздей состоит из направляющей трубки J с патроном
7 и ударником 5, смонтированным внутри трубки и имеющим возможность ^перемещаться
вверх и вниз. Патрон 7 имеет центральное отверстие для гвоздя и наклонный канал
для подачи гвоздя из гвозделодающей трубки 8 в центральное отверстие патрона.
На верхнюю часть стержня ударника навинчена и зафиксирована штифтом рукоятка
2, а в отверстие нижнего торца стержня вставлен и застопорен винтом молоточек
6, Для предотвращения полного выхода ударника из направляющей трубки в процессе
работы на верхнюю часть трубки навинчена упорная гайка 10, которая застопорена
контргайкой 4. С помощью упорной гайки 3 производится также регулирование величины
выхода молоточка из патрона, а следовательно, глубина забивания гвоздя в стельку
при укреплении каблука. с
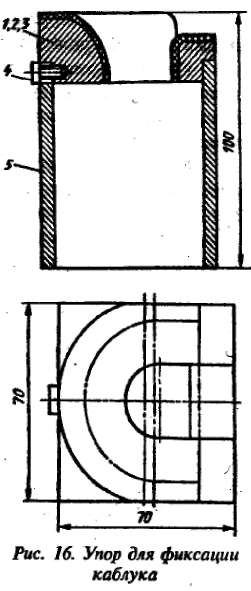
Упор для фиксации каблука (рис. 16) служит опорой для каблука
при забивании в него гвоздя и состоит из стойки 5 и трех сменных матриц 1, 2,
3, закрепленных на стойке с помощью винта 4, Гнезда матрицы по форме боковой
поверхности каблука отличаются одно от другого размером и профилем. С целью
исключения возможности повреждения поверхности каблука гнездо оклеивается войлоком.
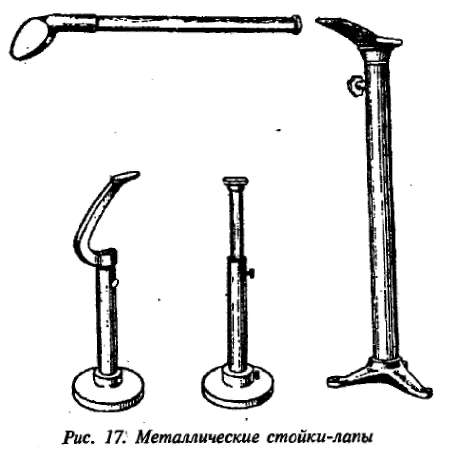
Кроме того, в ремонтных мастерских, да и в домашних условиях целесообразно использовать
металлические стойки-лапы (рис. 17). Они обычно представляют собой стальную
сварную конструкцию, надетую на деревянный крашеный или лакированый стержень
(напр., ручку от лопаты). Стойка-лапа (лапка) незаменима при производстве мелкого
и среднего ремонта низа обуви — постановке рубца, наклеивании «профилактики».
При копировании статьи ссылка на Ремонт
обуви - Казань обязательна.
|